
Lepidlo na kovy je možné definovat jako látku schopnou utvořit pevné a trvalé spojení mezi dvěma kovovými materiály. Uvedená schopnost závisí od adheze k povrchům lepených materiálů a od koheze samotného lepidla. Lepení kovů má v porovnání s jinými technologiemi spojování materiálů nesporné výhody. Např. vysoká pevnost, těsnost spojů, odolnost vůči korozi, možnost spojování různých kovových materiálů navzájem (kombinační lepení), možnost spojování velmi tenkých kovových materiálů, výroba lepených spojů s velmi dobrou tepelnou, zvukovou, elektrickou izolací, ale také s možnou elektrickou vodivostí. Lepené spoje se často používají při spojování slitin lehkých kovů a lepení neželezných kovů. Lepené spoje ocelových materiálů mají, v porovnání se svarovými spoji, v některých případech vyšší pevnost.
Cílem přípravy povrhu je dosáhnout maximální adhezi a zabránit podoxidování lepidla. Povrchová úprava adherendu je jednou z nejdůležitějších operací při lepení. Navrhuje se dle druhu a stavu lepeného materiálu, druhu použitého lepidla, provozních požadavků a životnosti spoje, únosnosti výrobních nákladů apod. Na čištění a odmašťování se používají: alkalická odmašťovadla, tamponování rozpouštědly a odmašťování v párách rozpouštědla. Vhodná odmašťovadla jsou např. IPA (isopropylalkohol), technický aceton, butanon-2 (MEK - metyletylketon), perchloretylen. Nevhodná jsou laková rozpouštědla a benzin! Poměrně často se používá moření materiálů v různých kyselinách (hliník a jeho slitiny) v domácích podmínkách lze vystačit s mořením ve 20% roztoku louhu sodného (NaOH). V případě moření se obvykle dosahuje vyšší pevnost spojů než při mechanické úpravě povrchů. Z hlediska kvality lepených spojů je důležitá také drsnost povrchu lepených ploch. V domácí dílně si mnohdy vystačíme s ocelovým kartáčem a smirkovým plátnem s vyšší zrnitostí. V průmyslových aplikacích (viz tabulka):
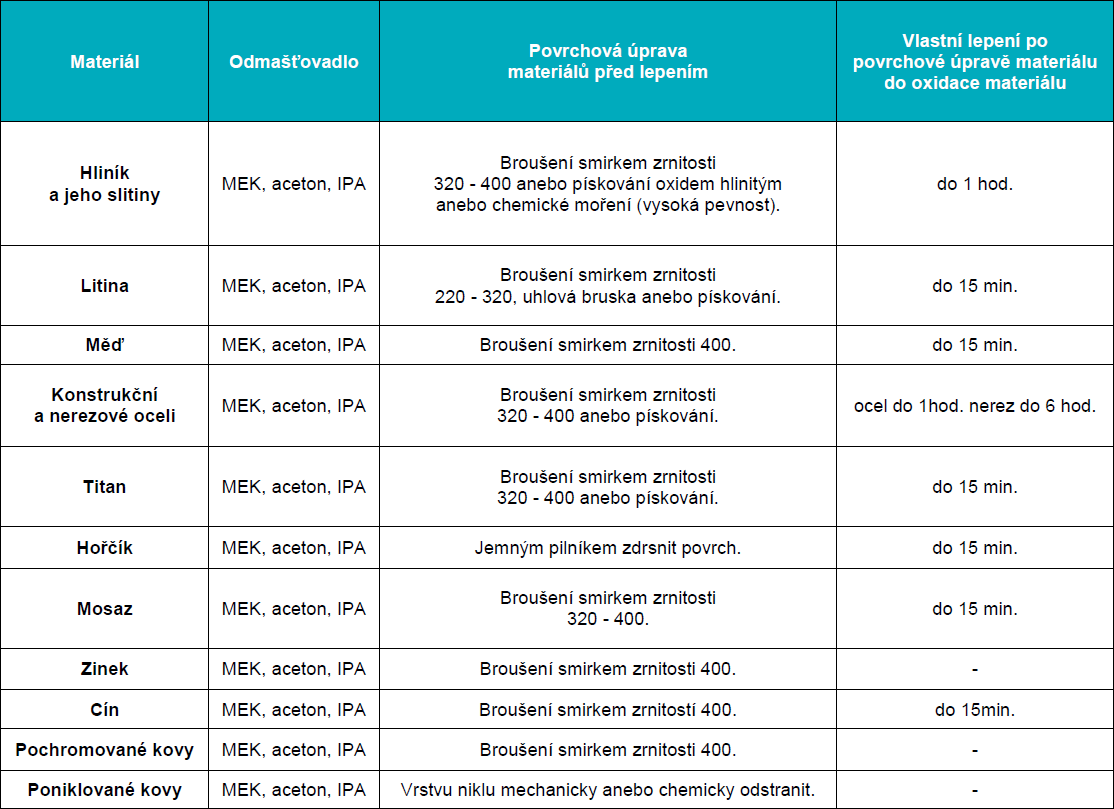
Příklady rozdílného použití povrchové úpravy kovových materiálů před lepením.
Ve všech případech je nutné dodržet předpis výrobce lepidla. Jednosložková lepidla zpravidla není potřeba před lepením upravovat. V případě dvousložkového lepidla je nutné obě složky dobře promíchat.
V současné době již existují systémy pro přesné a automatické mísení a dávkování dvousložkových epoxidů např. UHU PLUS dvoukartuše s automatickým mísicím systémem pro epoxidová lepidla, které je výhodné využívat při konstrukčních aplikacích zejména v průmyslu a řemeslné výrobě.
 Doprava zdarmaUHU PLUS pistole na dvoukartuše 50 mlSpeciální vytlačovací pistole na dvoukartuše3 174 Kčskladem
Doprava zdarmaUHU PLUS pistole na dvoukartuše 50 mlSpeciální vytlačovací pistole na dvoukartuše3 174 Kčskladem UHU PLUS 5 min schnellfest 50 mlDvousložkové epoxidové lepidlo se zpracovatelností 5 minut535 Kčskladem
UHU PLUS 5 min schnellfest 50 mlDvousložkové epoxidové lepidlo se zpracovatelností 5 minut535 KčsklademLepenou konstrukci je nutné rozdělit na části co nejméně složité a vhodné k lepení. Při lepení je třeba přísně dodržet technologický předpis a vyhnout se dvojitému lepení, které je při montáži vystavené odlupujícím silám. Na lepení se nehodí dílce s velikým a složitým zakřivením. Nejběžnější jsou jednoduše přeplátované spoje. Lepších výsledků z hlediska pevnosti se dosahuje u tenčích plechů. Spoje je třeba situovat tak, aby byly namáhány ve smyku a ne na odlupování. Lepidlo si konstruktér vybírá dle požadované pevnosti spojů, podle technologie zpracování a samozřejmě podle ceny.
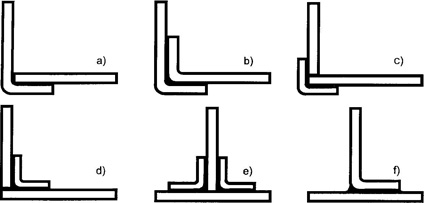
Příklady konstrukčního provedení koutových spojů.
Při výběru lepidla pro lepení kovů musíme vycházet z toho, že jde o materiály zcela nepropustné. Z tohoto důvodu přicházejí v úvahu jen taková lepidla, tmely a metody lepení, které zaručují, že se v průběhu lepení neuvolní těkavé látky, které by snižovaly kohezi a adhezi filmu lepidla. Z tohoto důvodu nelze použít rozpouštědlová a disperzní lepidla.
Výjimkou jsou kontaktní lepidla na bázi chloroprenového a polyuretanového kaučuku (BISON KIT, BISON TIX GEL, BISON KIT TRANSPARENT, UHU KONTAKT, UHU KONTAKT GEL, UHU Metall, UHU All Purpose Power Transparent). Tato lepidla se nanesou na obě lepené plochy, nechá se odpařit rozpouštědlo, až jsou na dotek téměř nelepivá, přitlačí se k sobě krátkodobě i větším tlakem.
 BISON KIT 650 mlUniverzální kontaktní lepidlo.327 Kčskladem
BISON KIT 650 mlUniverzální kontaktní lepidlo.327 Kčskladem BISON KIT 50 mlUniverzální kontaktní lepidlo.108 Kčskladem
BISON KIT 50 mlUniverzální kontaktní lepidlo.108 Kčskladem BISON TIX GEL 50 mlGelové kontaktní lepidlo.107 Kčskladem
BISON TIX GEL 50 mlGelové kontaktní lepidlo.107 Kčskladem BISON TIX GEL 750 mlGelové kontaktní lepidlo.436 Kčskladem
BISON TIX GEL 750 mlGelové kontaktní lepidlo.436 Kčskladem BISON KIT TRANSPARENT 55 mlUniverzální čiré kontaktní lepidlo.77 Kčskladem
BISON KIT TRANSPARENT 55 mlUniverzální čiré kontaktní lepidlo.77 Kčskladem UHU Metall 30 g - lepidlo na kovKontaktní lepidlo pro lepení kovů (a v kombinaci s jinými materiály)105 Kčskladem
UHU Metall 30 g - lepidlo na kovKontaktní lepidlo pro lepení kovů (a v kombinaci s jinými materiály)105 Kčskladem UHU All Purpose Power Transparent 33 ml/30 gUniverzální čiré kontaktní lepidlo.101 Kčskladem
UHU All Purpose Power Transparent 33 ml/30 gUniverzální čiré kontaktní lepidlo.101 KčsklademPro běžné lepení kovů se používají lepidla reaktivní. V současné době se používají především epoxidová reaktivní lepidla, která se velmi dobře hodí jak pro havarijní opravy, renovační technologie, tak pro konstruování. Epoxidová lepidla se vyrábí jako jednosložková, dvousložková a vícesložková. V běžné praxi se používají zejména epoxidová lepidla dvousložková neplněná vhodná pro konstrukční spoje (BISON EPOXY 5 MINUT, BISON EPOXY UNIVERSAL, UHU PLUS schnellfest, UHU PLUS endfest 300, ALTECO Epoxy Clear 5 min, ALTECO Epoxy Clear 60 min) a epoxidová lepidla plněná práškovými plnivy vhodná zejména pro havarijní opravy a renovační technologie (ALTECO Epoxy Steel 4 min, ALTECO Epoxy Steel 30 min). Lepidla plněná práškovými plnivy (kovová plniva) se vyrábějí v různých viskozitách od tekutých typů, která se používají pro lepící svařování za studena (např. oprava trhlin, lunkrů, prosaků aj.) až po tzv. epoxidovou plastelínu, která slouží pro opravy nádrží, chladičů, větších proražených otvorů aj. (BISON EPOXY REPAIR UNIVERSAL & AQUA, ALTECO Epoxy Putty). Pro lepení a opravy malých ploch se používají epoxidová lepidla rychlá, která dosahují manipulační pevnosti po 2 až 10 minutách, pro konstrukční spoje a renovační technologie se používají epoxidová lepidla s dobou zpracovatelnosti 30 minut až 3 hodiny a manipulační pevnosti je dosaženo po 5 až 6 hodinách, funkční pevnosti je obvykle dosaženo po 24 hodinách. Teplotní odolnost běžných epoxidových lepidel neplněných je od -50 °C až do +100 °C, plněných od -50 °C až do +150 °C. Při výběru epoxidového lepidla k lepení kovů je pro nás důležitý údaj o pevnosti (smyková pevnost v tahu). Pevnost lepidel pro domácí použití bývá kolem 13-15 MPa. Lepidla s pevností nad 20 MPa jsou označována jako vysokopevnostní. S těmito hodnotami lze počítat u oceli a chemicky upravených hliníkových slitin. U barevných kovů a jejich slitinách jsou pevnosti výrazně nižší.
 BISON EPOXY 5 MIN 24 mlPrůzračně čiré epoxidové lepidlo se zpracovatelností 5 minut.228 Kčskladem
BISON EPOXY 5 MIN 24 mlPrůzračně čiré epoxidové lepidlo se zpracovatelností 5 minut.228 Kčskladem BISON EPOXY UNIVERSAL 24 mlVysokopevnostní epoxidové lepidlo se zpracovatelností 90 minut.218 Kčskladem
BISON EPOXY UNIVERSAL 24 mlVysokopevnostní epoxidové lepidlo se zpracovatelností 90 minut.218 Kčskladem UHU PLUS 5 min schnellfest EPOXY 24 ml/27 gDvousložkové epoxidové lepidlo se zpracovatelností 5 minut289 Kčskladem
UHU PLUS 5 min schnellfest EPOXY 24 ml/27 gDvousložkové epoxidové lepidlo se zpracovatelností 5 minut289 Kčskladem UHU PLUS endfest 90 min EPOXY 24 ml/25 gVysokopevnostní dvousložkové epoxidové lepidlo270 Kčskladem
UHU PLUS endfest 90 min EPOXY 24 ml/25 gVysokopevnostní dvousložkové epoxidové lepidlo270 Kčskladem ALTECO Epoxy Clear 5 min 20 gDvousložkové čiré epoxidové lepidlo se zpracovatelností 5 minut188 Kčskladem
ALTECO Epoxy Clear 5 min 20 gDvousložkové čiré epoxidové lepidlo se zpracovatelností 5 minut188 Kčskladem ALTECO Epoxy Clear 60 min 40 gDvousložkové čiré epoxidové lepidlo se zpracovatelností 60 minut148 Kčskladem
ALTECO Epoxy Clear 60 min 40 gDvousložkové čiré epoxidové lepidlo se zpracovatelností 60 minut148 Kčskladem ALTECO Epoxy Steel 4 min 56,7 gDvousložkové epoxidové lepidlo s kovovým plnidlem (tekutý kov) a zpracovatelností 4 minuty162 Kčskladem
ALTECO Epoxy Steel 4 min 56,7 gDvousložkové epoxidové lepidlo s kovovým plnidlem (tekutý kov) a zpracovatelností 4 minuty162 Kčskladem ALTECO Epoxy Steel 30 min 56,8 gDvousložkové epoxidové lepidlo s kovovým plnidlem (tekutý kov) a delší zpracovatelností 30 minut150 Kčskladem
ALTECO Epoxy Steel 30 min 56,8 gDvousložkové epoxidové lepidlo s kovovým plnidlem (tekutý kov) a delší zpracovatelností 30 minut150 Kčskladem BISON EPOXY REPAIR UNIVERSAL 56 gEpoxidová plastelína.159 Kčskladem
BISON EPOXY REPAIR UNIVERSAL 56 gEpoxidová plastelína.159 Kčskladem BISON EPOXY REPAIR AQUA 56 gEpoxidová plastelína vhodná pro lepení vlhkých povrchů i pro přímé lepení pod vodou.164 Kčskladem
BISON EPOXY REPAIR AQUA 56 gEpoxidová plastelína vhodná pro lepení vlhkých povrchů i pro přímé lepení pod vodou.164 Kčskladem ALTECO Epoxy Putty 100 gDvousložková epoxidová plastelína s dobou zpracovatelnosti 30 minut194 Kčskladem
ALTECO Epoxy Putty 100 gDvousložková epoxidová plastelína s dobou zpracovatelnosti 30 minut194 KčsklademDalší skupinou lepidel pro lepení kovů jsou dvousložková reaktivní polyuretanová lepidla (BISON POWER ADHESIVE). Jsou zpracovatelná i za nízkých teplot, lepené spoje jsou pevné, pružné a odolné dynamickému namáhání. Odolávají povětrnostním vlivům, vodě a průmyslovým médiím. Smyková pevnost v tahu je cca 16 MPa a teplotní odolnost do 100 °C. Velmi moderní pro konstrukční lepení kovů jsou dvousložková lepidla na bázi methakrylátových esterů, která vykazují vysokou smykovou pevnost v tahu až 24 MPa, vysokou rázovou pevnost, tepelnou (od -50 °C až do +150 °C) a chemickou odolnost. Tato lepidla vykazují excelentní pevnosti při lepení oceli, chromu a hliníku a také jsou výborné pro kombinační lepení zejména s plasty.
Pro lepení malých slícovaných povrchů kovů se používají jednosložková reaktivní kyanoakrylátová (vteřinová) lepidla (řada BISON SUPER GLUE).
 NovinkaBISON SUPER GLUE CONTROL 3 gBISON SUPER GLUE CONTROL je vysoce kvalitní tekuté kyanoakrylátové lepidlo navržené pro rychlé a pevné lepení. Díky patentované technologii Direct-Stop-Technology umožňuje přesnou aplikaci bez kapání, což zajišťuje čisté a efektivní použití.65 Kčskladem
NovinkaBISON SUPER GLUE CONTROL 3 gBISON SUPER GLUE CONTROL je vysoce kvalitní tekuté kyanoakrylátové lepidlo navržené pro rychlé a pevné lepení. Díky patentované technologii Direct-Stop-Technology umožňuje přesnou aplikaci bez kapání, což zajišťuje čisté a efektivní použití.65 Kčskladem BISON SUPER GLUE PROFI 7,5 gProfesionální vteřinové lepidlo75 Kčskladem
BISON SUPER GLUE PROFI 7,5 gProfesionální vteřinové lepidlo75 Kčskladem BISON SUPER GLUE LIQUID 3 g Jumbo CardVysoce kvalitní a rychlé kyanoakrylátové lepidlo.38 Kčskladem
BISON SUPER GLUE LIQUID 3 g Jumbo CardVysoce kvalitní a rychlé kyanoakrylátové lepidlo.38 Kčskladem BISON SUPER GLUE GEL 2 g Jumbo CardVysoce kvalitní a rychlé gelové kyanoakrylátové lepidlo.43 Kčskladem
BISON SUPER GLUE GEL 2 g Jumbo CardVysoce kvalitní a rychlé gelové kyanoakrylátové lepidlo.43 KčsklademK těsnění a stabilizaci polohy rozebíratelných dílců slouží anaerobní lepidla. Slouží výhradně k lepení kovových. Vytvrzují po zamezení přístupu vzduchu do spoje za katalytického působení kovových iontů. Hlavní oblastí použití anaerobních lepidel je zajišťování šroubových spojů proti vibracím a korozi, těsnění závitových spojů, upevňování ložisek na hřídele i do otvorů, těsnění dělících rovin aj. (např. BISON METAL LOCK). Anaerobní lepidla se dodávají v několika pevnostních kategoriích od 5 do 40 MPa a v několika viskózních třídách, od kapilárních typů s maximální šířkou spáry 0,08 mm do tixotropních pastovitých typů s maximální šířkou spáry 0,5 mm.
Pro plošné a elastické montážní lepení kovů se v současnosti používají lepidla na bázi MS - polymerů (řada BISON POLY MAX, BISON GRIZZLY EXTREME, BISON MAX REPAIR), která patří mezi ty nejmodernější a mají široké uplatnění zejména v automobilovém, leteckém, lodním průmyslu, strojírenství apod. Jsou vhodná nejenom pro lepení kovů navzájem, ale také pro kombinační lepení zejména s plasty, pěnovým polystyrenem, glazovanými materiály, sklem, zrcadly, keramikou apod. MS - polymery vykazují vysokou pevnost a elasticitu, nepotřebují podkladový nátěr, mají výbornou tepelnou a chemickou odolnost.
 Sleva -15 %BISON POLY MAX original white 465 gBison Poly Max® High Tack Express je univerzální lepidlo a tmel s vysokou počáteční přilnavostí a expresním schnutím. Vhodné pro lepení a utěsňování různých materiálů. Ideální pro rychlé a pevné spoje doma i v dílně.205 Kč
174 Kčskladem
Sleva -15 %BISON POLY MAX original white 465 gBison Poly Max® High Tack Express je univerzální lepidlo a tmel s vysokou počáteční přilnavostí a expresním schnutím. Vhodné pro lepení a utěsňování různých materiálů. Ideální pro rychlé a pevné spoje doma i v dílně.205 Kč
174 Kčskladem Sleva -20 %BISON POLY MAX crystal express 300 gRychleschnoucí univerzální montážní lepidlo a tmel v jednom. Vhodné pro profesionály. Čiré.293 Kč
234 Kčnení skladem
Sleva -20 %BISON POLY MAX crystal express 300 gRychleschnoucí univerzální montážní lepidlo a tmel v jednom. Vhodné pro profesionály. Čiré.293 Kč
234 Kčnení skladem Sleva -15 %BISON POLY MAX high tack express 165 gRychleschnoucí univerzální montážní lepidlo a tmel v jednom. S vysokou počáteční přilnavostí. Barva bílá.161 Kč
136 Kčskladem
Sleva -15 %BISON POLY MAX high tack express 165 gRychleschnoucí univerzální montážní lepidlo a tmel v jednom. S vysokou počáteční přilnavostí. Barva bílá.161 Kč
136 Kčskladem Sleva -25 %NovinkaBISON GRIZZLY MONTAGE EXTREME WHITE 435 gSuper silné a rychlé konstrukční lepidlo s okamžitou vysokou počáteční přilnavostí a vysokou konečnou pevností.225 Kč
168 Kčskladem
Sleva -25 %NovinkaBISON GRIZZLY MONTAGE EXTREME WHITE 435 gSuper silné a rychlé konstrukční lepidlo s okamžitou vysokou počáteční přilnavostí a vysokou konečnou pevností.225 Kč
168 Kčskladem BISON MAX REPAIR 8 gExtrémně silné, čiré a pružné lepidlo bez rozpouštědel. Pro všechny druhy lepení a oprav. Na bázi polymeru.101 Kčskladem
BISON MAX REPAIR 8 gExtrémně silné, čiré a pružné lepidlo bez rozpouštědel. Pro všechny druhy lepení a oprav. Na bázi polymeru.101 KčsklademMnoho dalších užitečných informací naleznete v našich článcích o lepení na tomto webu. Pokud jste nenašli potřebnou informaci nebo Vám je něco nejasného, kontaktujte nás prostřednictvím kontaktního formuláře. Spojíme se s Vámi a pomůžeme s řešením.

















